ST BOILER
TENZA a.s. has developed a straw burning hot water boiler with financial assistance of the Ministry of Industry and Commerce of the Czech Republic provided in the form of a grant. Straw can replace other, especially fossil fuels (natural gas, propane-butane, fuel oils and possibly coal, etc.). Besides the environmental effect of the boiler operation limiting carbon dioxide evolution, it can have also positive economic effects, namely savings on different fuel prices.
Straw burning boilers can be used:
- in municipal services – for heating and domestic hot water production
- in farming – for heating farms
- in industry – for process water and heating water production, etc.
Main technical parameters
| Output (max.) | from 400 kW to 5 000 kW |
| Operating pressure | from 0,3 MPa to 0,6 Mpa |
| Operating temperature | Up to 110 °C |
| Boiler efficiency | min 86 % |
Description
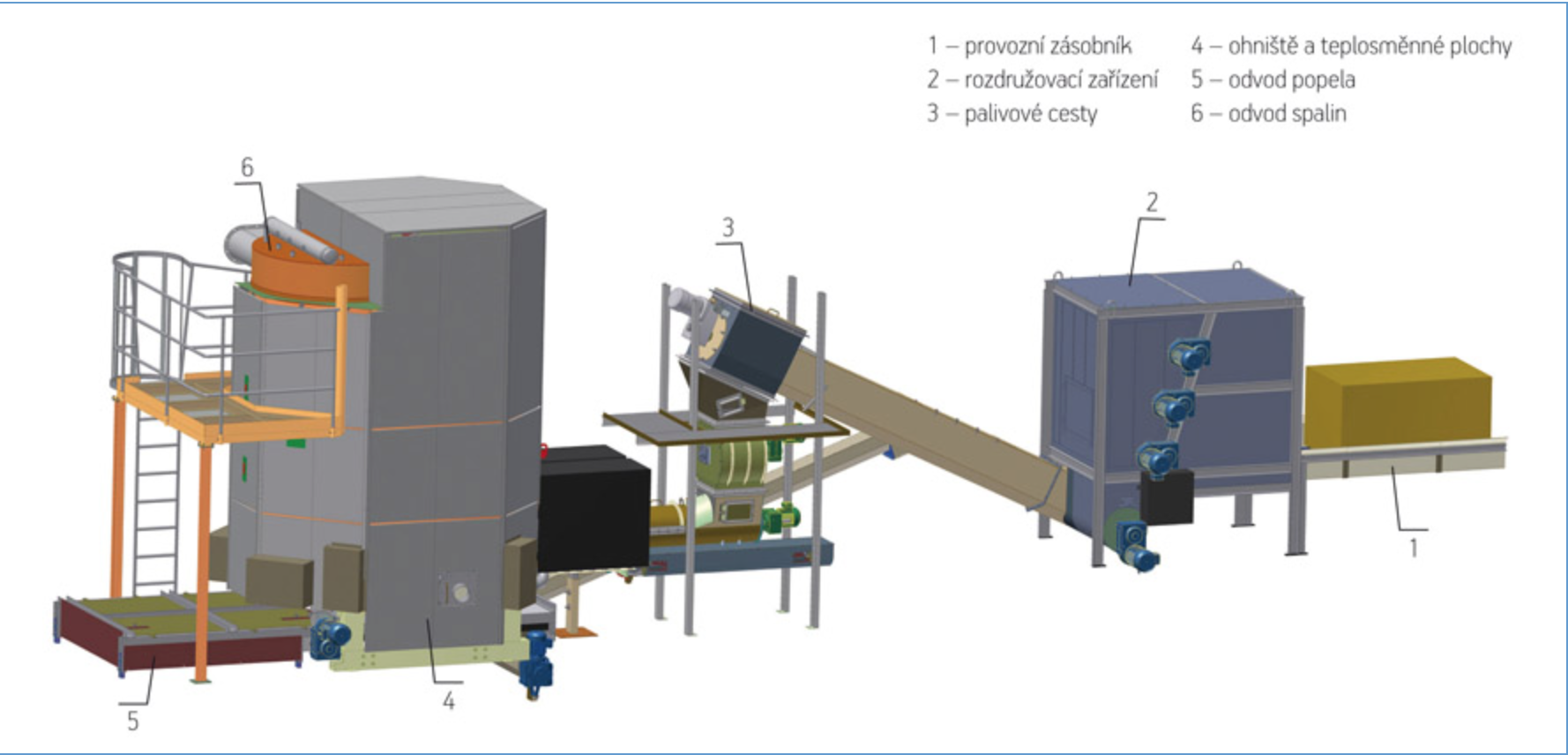
Fuel Management System – a system of rules ensuring sufficient working stock of straw bales, sorting of bales and transporting straw to the boiler combustion chamber. The fuel channel is separated from the boiler by a turnstile. Continuous feeding has a positive effect on the maximum use of fuel energy potential (combustion efficiency) and minimum emissions and ash.
Boiler – all-steel body without ceramic parts, double-walled, water-cooled. It consists of a pressure part including a boiler furnace, a large-capacity burnout chamber, a multiflue exchanger and combustion air intakes. The boiler pressure part is fitted to the steel frame to which measurement sensors are attached and which is equipped with respective inspection holes, manholes and thermal insulation. The inner surface finish prevents melted ashes from clinging to it. The design of the exchanger inhibits excessive ash deposition.
Ash Removal System – ash produced in the burnout chamber is pushed away to worm conveyors taking it to ash containers.
Flue-gas extraction and treatment – a frequency converter controlled fuel-gas fan extracts flue gases depending on the pressure in the combustion chamber. Flue-gas is treated in a multicyclone separator. Additional filtration equipment can be added to the separator. The fly ash collected in the lower part of separators is transferred to the fly ash container through a double closure.
Automatic Control System – the equipment is controlled as an integrated unit of fuel management, the boiler, combustion air intakes, flue-gas installation and ash removal. Monitoring and automatic process regulation are controlled by a processor (PLC) so as to achieve optimal combustion, the required output and to ensure all necessary functions in normal operating conditions and in case of emergency.
Emissions
The boilers comply with the emission limits valid in the Czech Republic (Government Decree No. 352/2002 Coll.).
Fuel (corn straw) – recommended
- moisture content up to 18%, technical modifications can make it possible to burn fuel with a moisture content up to 22%
- fuel in the form of pressed straw bales 1.2 m wide, 0.6 – 1.2 m high, and up to approx. 2.6 m long
Main benefits and advantages of straw used as fuel
- a renewable, local source having high heating value and available at a reasonable price
- it does not increase the concentrations of greenhouse gases in the atmosphere
- emissions show low concentrations of especially heavy metals, sulphur, etc.
- efficient utilization of raw material that is usually left unused
- reduction of necessary energy deliveries to the region and employment of local labour force
Advantages of the technology
The advantages of the ST boilers in comparison with other standard grate boilers or boilers having ceramic lined combustion chambers include:
- minimum number of materials that are subject to quick wear and tear, especially lining and grate bars,
- easy replacement of remaining parts that are subject to wear and tear,
- high operation dynamics and resistance to output differences,
- easy availability of funding and subsidizing (the EU funds, SFŽP, etc.).
The boiler allows quick cold start without any risk of damage or other impacts on the service life of the boiler. The output of the boiler can be reduced quickly or it can be completely put out of operation without running the risk of overheating. The ST boiler meets the most stringent requirements for environmentally friendly and cost-effective heat generation.
Technical parameters
| Type of boiler | ST 400 | ST 630 | ST 1000 | ST 1600 | ST 2500 | ST 4000 | ST 5000 | |
| Nominal heat output | (kW) | 400 | 630 | 1,000 | 1,600 | 2,500 | 4,000 | 5,000 |
| Range of regulation | (%) | 30-100 | 30-100 | 30-100 | 30-100 | 30-100 | 30-100 | 30-100 |
| Boiler efficiency | (%) | 86 | 86 | 86 | 86 | 86 | 86 | 86 |
| Working pressure | (MPa) | 0,3-0,6 | 0,3-0,6 | 0,3-0,6 | 0,3-0,6 | 0,3-0,6 | 0,3-0,6 | 0,3-0,6 |
| Operating temperature | (°C) | 90-110 | 90-110 | 90-110 | 90-110 | 90-110 | 90-110 | 90-110 |
| Fuel consumption | (kg/hod) | 115 | 180 | 285 | 456 | 713 | 1,143 | 1,430 |
| Lowest permissible temperature of return water | (°C) | 60 | 60 | 60 | 60 | 60 | 60 | 60 |
Gallery


Want to know more? Contact us!